Дуговая электросталеплавильная печьМатериалы / Дуговая электросталеплавильная печьСтраница 14
Система управления электрической мощностью должна обеспечить программное изменение мощности и ступени напряжения трансформатора в соответствии с заданным электрическим режимом плавки, поддержание заданной мощности трех фаз с погрешностью не более 2.0% и заданного температурного графика металла по ходу плавки с отклонениями, не превышающими 15 °С. Система управления химическим составом металла должна обеспечить получение заданного состава стали в соответствии с требованиями ГОСТ или ТУ.
Группа печей емкостью 50-200 т должна оснащаться АСУ ТП плавки с использованием УВМ.
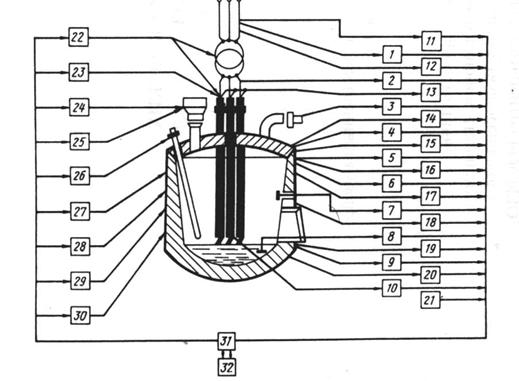
Рис. 2. Рациональный объем автоматизации ДСП.
1 — устройство для измерения расхода активной энергии; 2 — устройство для измерения среднеквадратичных токов; 3 — устройства для измерения расхода, температуры и состава отходящих газов; 4 — устройство для измерения положения кислородной фурмы; 5 — устройство для определения состава стали и шлака; 6 — устройство дли измерения расхода газа и кислорода на горелки; 7 — устройство для измерения температуры футеровки; 8 — устройство для измерения температуры металла в ванне печи; 9 — устройства для измерения расхода, давления и температуры воды; 10 - устройство для измерения положения электродов; 11 — устройство для измерения расхода реактивной энергии; 12 — устройство для измерения коэффициента мощности; 13 — устройства для измерения активной и реактивной мощности; 14 — устройства для измерения расхода, давления и количества кислорода; 15 — устройство для взвешивания ферросплавов; 16 — устройство для измерения перепада температур воды на входе и выходе охлаждаемых элементов; 17 — устройство для измерения давления и расхода газа; 18 — устройство для взвешивания металлизованных окатышей; 19 — весы для взвешивания скрапа; 20 — устройство для взвешивания шлакообразующих и заправочных материалов; 21 — устройство для взвешивания жидкого металла в ковше; 22 — система автоматического управления (САУ) электрическим режимом; 23 — регулятор мощности; 24 — САУ весовым дозированием металлизованных окатышей; 25 — САУ весовым дозированном ферросплавов и шлакообразующих; 26 — САУ продувкой ванны кислородом; 27 — система регулирования давления газов под сводом печи; 28 — САУ весовым дотированием компонентов металлошихты; 29 — САУ химическим составом металла и шлака; 30 — система измерения времени плавки и технологических интервалов; 31 — система сбора и обработки информации; 32 — УВМ.
АСУ ТП выплавки стали в ДСП выполняет следующие функции:
- расчет шихты, кислорода, легирующих и шлакообразующих материалов;
- расчет параметров электрического режима;
- выдачу и коррекцию заданий локальным системам управления;
- регистрацию и сигнализацию отклонения текущих параметров от заданных значений, регистрацию неисправностей оборудования и нарушений технологического режима;
- централизованный контроль основных технико-экономических показателей работы печи;
- выдачу информации на печь;
- выдачу оперативной технологической информации оператору.
Автоматизация дуговых сталеплавильных печей в рациональном объеме должна обеспечить:
- увеличение производительности электропечей на 3-5%, сокращение расхода электроэнергии на 2-4%, повышение стойкости футеровки на 5-8% за счет оптимизации энергетического режима плавки и повышения точности поддержания заданного режима;